 Fraunhofer-Institut für Werkstoffmechanik IWM
Fraunhofer-Institut für Werkstoffmechanik IWMAbschätzung der Tragfähigkeit eines punktgeschweißten Blechs mit Erweichungszone
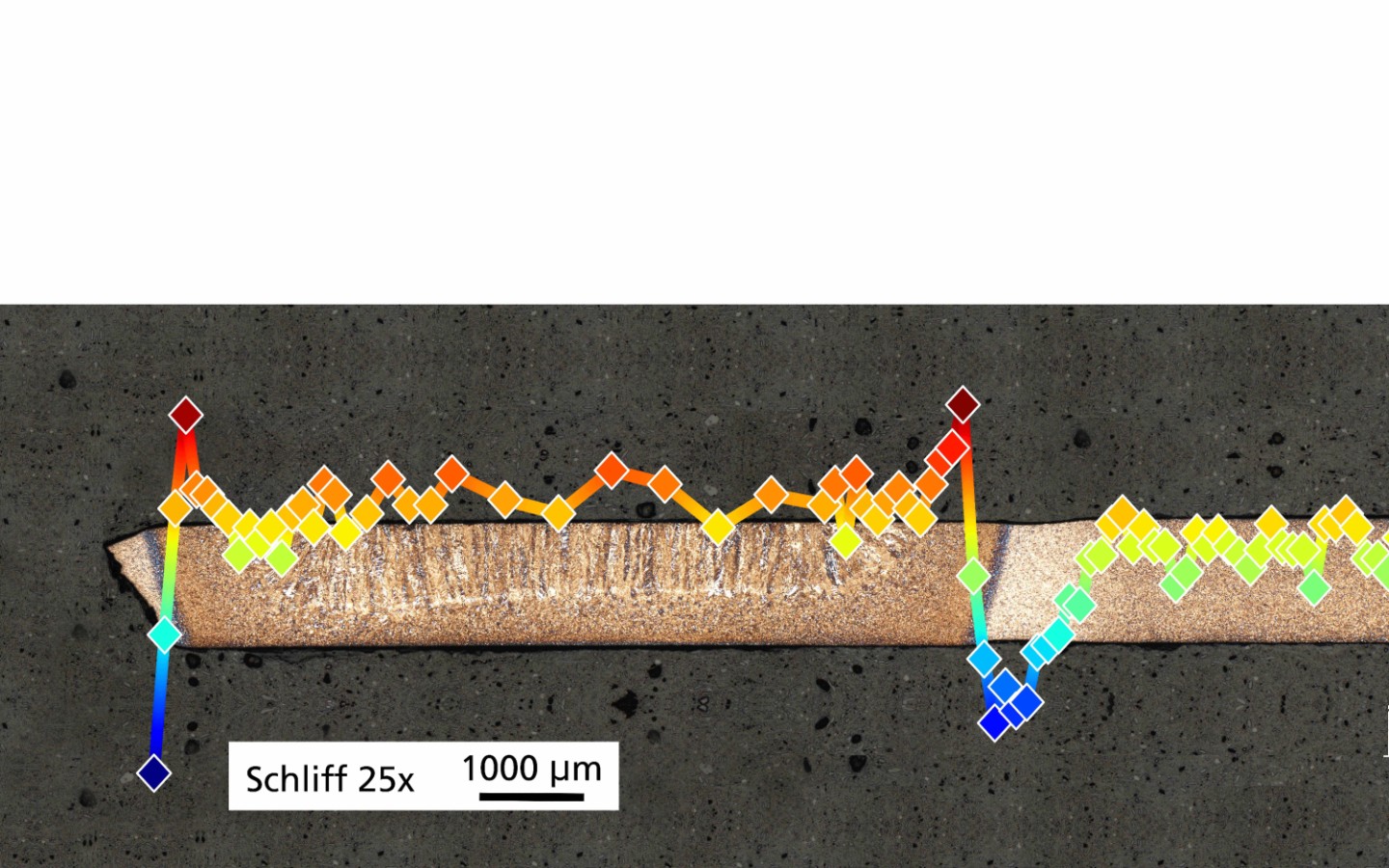
Punktgeschweißte Bleche mit Erweichungszone
Das Punktschweißverfahren ist nach wie vor das verbreitetste Fügeverfahren im Karosseriebau. Dabei werden vermehrt hochfeste Stähle eingesetzt und verschweißt. Jedoch weisen hochfeste Stähle wie 22MnB5 und HCT980C durch die Wärmebehandlung während des Schweißprozesses eine Erweichungszone um den Schweißpunkt auf. Diese Erweichungszone ist abhängig von den verwendeten Schweißparametern unterschiedlich ausgeprägt und vermindert die Tragfähigkeit des Blechs.
Testfälle zur Validierung der analytischen Berechnungsmethode
Der Komplexphasenstahl HCT980C und der pressgehärtete Stahl 22MnB5 werden häufig im Karosseriebau eingesetzt. Für diese Materialien wurden Versuche durchgeführt, um die Berechnungsmethode zu validieren. Dazu wurden Punktschweißverbindungen mit unterschiedlichen Schweißparametern hergestellt. Daraus ergeben sich unterschiedliche Schweißpunktgeometrien, die in der untenstehenden Tabelle aufgeführt sind.
Die experimentellen Ergebnisse können zu dem Diagramm dazugeschaltet werden.
Testfälle für 22MnB5
| P1 | P2 | P3 | |
| Breite der EWZ bEWZ | 0,6 mm |
1,3 mm |
2,9 mm |
| Schweißpunktradius RSP |
4,4 mm |
5,9 mm |
7,9 mm |
| Blechdicke t0 | 1,2 mm |
1,1 mm |
1,1 mm |
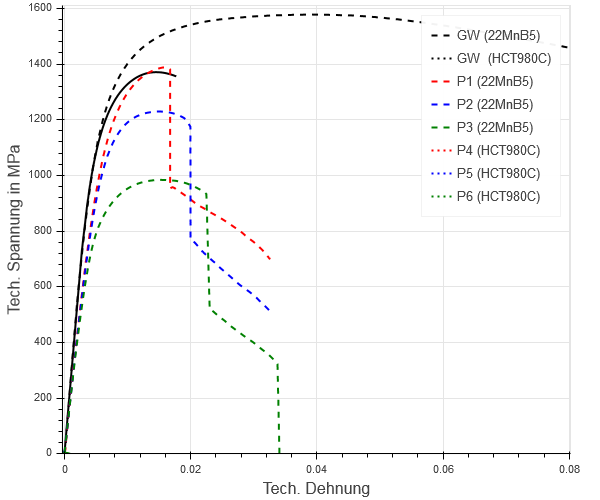
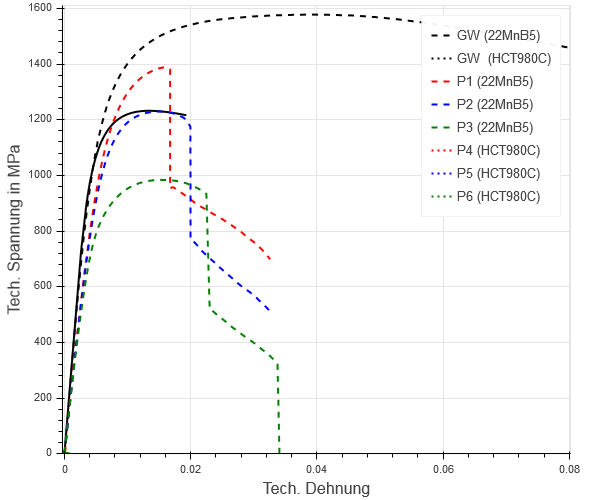
Die Zugfestigkeit der unterschiedlich punktgeschweißten Bleche kann in guter Übereinstimmung mit den experimentellen Ergebnissen vorhergesagt werden. Nur die Schweißpunktgeometrie, die mit Schweißparameter P3 erzeugt wurde, zeigt eine größere Abweichung. Für Schweißpunkte, bei denen die Breite der Erweichungszone deutlich größer als die Blechdicke ist (bEWZ >> t0), verliert das Berechnungsmodell seine Gültigkeit.
Testfälle für HCT980C (auch CP1000)
| P4 | P5 | P6 | |
| Breite der EWZ bEWZ | 0,5 mm | 0,5 mm |
0,5 mm |
| Schweißpunktradius RSP | 3,5 mm |
4,0 mm |
4,5 mm |
| Blechdicke t0 | 1,2 mm |
1,2 mm |
1,2 mm |
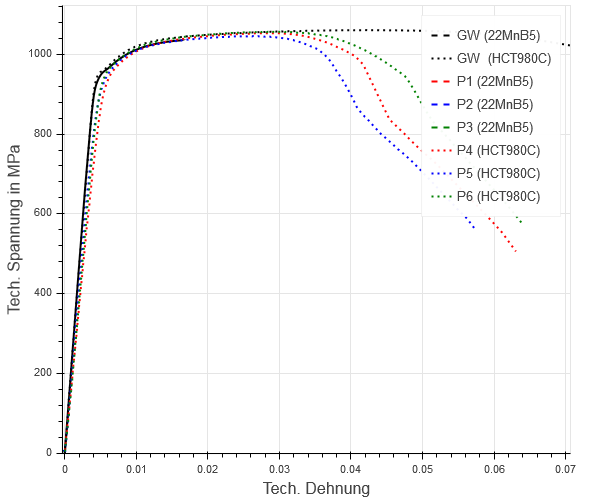
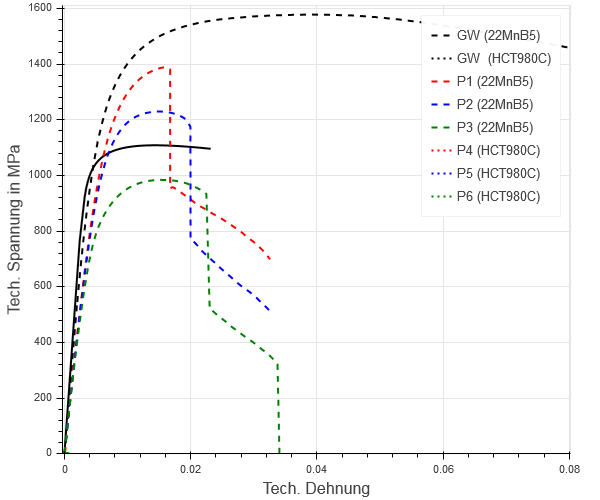
Die hier erzeugten EWZ-Breiten sind deutlich schmäler als bei 22MnB5. Die Schweißparameter führen zu wenig Variation in EWZ-Breite und Schweißpunktradius. Die experimentellen Versuche zeigen daher auch wenig Unterschiede in der Tragfähigkeit. Das SpotWeld Tool kann diesen Zusammenhang gut wiedergeben. Die Instabilitätsbedingung des analytischen Berechnungsmodells hingegen ist für diesen Werkstoff nicht zufriedenstellend. Die Bruchdehnung wird stark unterschätzt.
Danksagung
Das IGF-Vorhaben „Charakterisierung und Modellierung der Beeinflussung des Bauteilverhaltens durch Erweichungszonen an Schweißpunkten höchst- und ultrahochfester Stähle unter Crashbelastung“, IGF-Projekt Nr. 17991 N, der Forschungsvereinigung Stahlanwendung e. V. (FOSTA), Sohnstraße 65, 40237 Düsseldorf wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Publikationen
- Sommer, S.; Burget, S.; Bentele, R.; Schuster, L.; Schreyer, F.; Weber, U.; Tümkaya, G.; Hein, D., Charakterisierung und Modellierung der Beeinflussung des Bauteilverhaltens durch Erweichungszonen an Schweißpunkten höchst- und ultrahochfester Stähle unter Crashbelastung; Abschlussbericht, Forschung für die Praxis P 1018, FOSTA e.V., Düsseldorf (2019) Link
- Burget, S., Modellierung des Verformungs- und Versagensverhalten punktgeschweißter Mischverbindungen zwischen mikrolegierten und pressgehärteten Stählen, Dissertation, Fraunhofer IWM Forschungsberichte Band 10, Fraunhofer Verlag, Stuttgart (2016) 158 S. Link
- Gumbsch, P., Sommer, S., Burget, S., Roos, E., Wink, H.-J., Krätschmer, D., Hahn O., Meschut, G., Klokkers, F., Hein, D., Charakterisierung und Ersatzmodellierung des Bruchverhaltens von Punktschweißverbindungen aus ultrahochfesten Stählen für die Crashsimulation unter Berücksichtigung der Auswirkung der Verbindung auf das Bauteilverhalten; Abschlussbericht FOSTA/AVIF P 806/A 262 (2013) Link
- Burget, S.; Sommer, S.; Characterization and modeling of fracture behavior of spot welded joints in hot-stamped ultra-high strength steels; in Proc. of 11. LS-DYNA Forum 2012; DYNAmore GmbH; Stuttgart (2012) 10 Seiten Link